



联系我们

国标热镀锌护栏板批发
更新时间:2025-06-16 22:44:14 ip归属地:锦州,天气:多云转晴,温度:16-25 浏览次数:14 公司名称: 广顺交通设施(锦州市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 20/件 |
| 发货期限 | 1-7 |
| 供货总量 | 50986 |
| 运费说明 | 电联 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品规格 | 齐全 |
| 发货城市 | 全国 |
| 产品产地 | 山东 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
| 范围 | 国标热镀锌护栏板批发供应范围覆盖辽宁省 沈阳市、大连市、鞍山市、抚顺市、本溪市、丹东市、锦州市、营口市、阜新市、辽阳市、盘锦市、铁岭市、朝阳市、葫芦岛市 古塔区、凌河区、黑山县、义县、凌海市、北镇市等区域。 |




云海旭金属材料有限公司
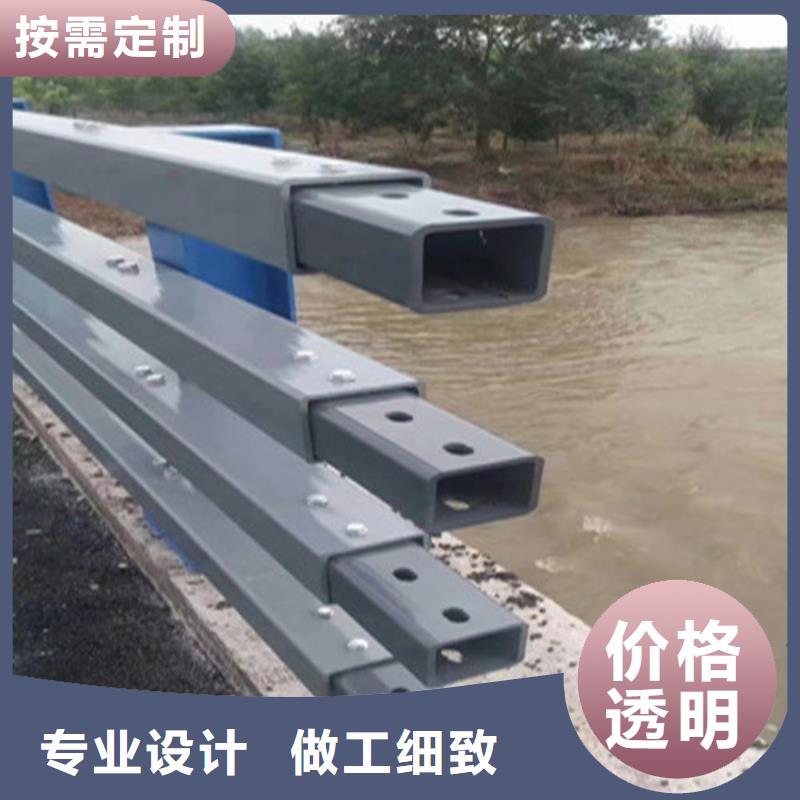
锦州国标热镀锌护栏板批发
公路隔离栅的潜在问题近年来,随着国内高速公路建设的飞速发展,隔离栅市场不断扩大,但由于该产品在的生产和使用时间不足十年,产品标准颁布仅五六年, 标准颁布刚两年,生产厂家对该产品的性能、参数、生产工艺掌握各不相同,致使这一产品的质量良莠不齐。
隔离栅已经成为重要的交通基础设施,对经济的发展和社会的做出了重要的贡献。目前,高速公路隔离栅养护管理仍存在一些亟待解决的问题。大致有两个方面:其一,养护管理不顺。目前大多数高速隔离栅养护管理仍采用事业型管理,养护经费采用拨款方式。
这种在计划经济下形成的养护管理模式已不能适应高速隔离栅市场化经营的需求。尽管各省市在养护管理机构及组织方式上较为健全,但由于的影响和养护市场的封闭型管理,已愈来愈严重地影响了高速隔离栅养护水平的和养管机制的。
是有些地方管理观念陈旧,人员机构臃肿,分配机制缺乏活力,从另一个侧面反应了当前高速隔离栅养护管理上的不足。其二,"重建轻养"思想严重。"重建轻养"在高速隔离栅管理中主要为养护资金投入不足和对科技进步重视不够两个方面。
内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点:
(1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。
(2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。
(3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。
(4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。
(5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。


 若逢雾天,应用干棉布擦拭铁艺护栏上的水珠。酸碱是铁艺护栏的‘头 ’若铁艺护栏上不慎滴上了酸(,醋酸)碱(苏打水,肥皂水)应立即用清水把污处冲洗干净,再用干棉布擦干。天长日久,铁艺护栏难免会生锈,这时千万不要自作主张,用砂纸打磨,这样会把漆也打磨掉。
铁艺护栏的基材是选用优质钢材经过热浸镀锌处理工艺加工而成的,热浸镀锌,就是把已经处理好的钢材投入到几千摄氏度的锌液中,使铁和锌发生化学反应生成锌铁合金层和纯锌层,用这种方法可以使铁艺护栏内部,外部均受。
铁艺护栏是由基材和配件组成,其表面经过多重处理工艺。能有效阻止铁艺工件被氧化的机会,延长铁艺护栏的使用寿命。铁艺护栏表面经过阿克苏诺贝尔彩色离分子处理工艺,可以自己选择表面颜色,一般常用的颜色有、草绿色、天蓝色、浅粉色等。
选择铁艺围栏切实靠谱随着工业企业的逐步扩大规模,商都开始自己进行厂区的修建,为了给工人一个很好的工作和生活环境,在厂区建设上面,负责人都花费了不少的心思。厂区内部的划分,很多时候,都需要借助护栏这样的产品进行区域的分割。
若逢雾天,应用干棉布擦拭铁艺护栏上的水珠。酸碱是铁艺护栏的‘头 ’若铁艺护栏上不慎滴上了酸(,醋酸)碱(苏打水,肥皂水)应立即用清水把污处冲洗干净,再用干棉布擦干。天长日久,铁艺护栏难免会生锈,这时千万不要自作主张,用砂纸打磨,这样会把漆也打磨掉。
铁艺护栏的基材是选用优质钢材经过热浸镀锌处理工艺加工而成的,热浸镀锌,就是把已经处理好的钢材投入到几千摄氏度的锌液中,使铁和锌发生化学反应生成锌铁合金层和纯锌层,用这种方法可以使铁艺护栏内部,外部均受。
铁艺护栏是由基材和配件组成,其表面经过多重处理工艺。能有效阻止铁艺工件被氧化的机会,延长铁艺护栏的使用寿命。铁艺护栏表面经过阿克苏诺贝尔彩色离分子处理工艺,可以自己选择表面颜色,一般常用的颜色有、草绿色、天蓝色、浅粉色等。
选择铁艺围栏切实靠谱随着工业企业的逐步扩大规模,商都开始自己进行厂区的修建,为了给工人一个很好的工作和生活环境,在厂区建设上面,负责人都花费了不少的心思。厂区内部的划分,很多时候,都需要借助护栏这样的产品进行区域的分割。
 因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。
内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。
因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。
内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。